Сварные соединения – неразъёмные соединения, образованные посредством установления между деталями межатомных связей, при помощи расплавления соединяемых кромок, их пластического деформирования или совместным действием того и другого.
Сварные соединения нашли самое широкое применение в промышленности. Без применения сварки в настоящее время не выпускается практически ни одна машина. Многие автомобили имеют сварные рамы, корпус заднего моста, диски колёс, кузова.
Широкому распространению сварных соединений способствовало наличие у них большого числа преимуществ перед клёпаными соединениями.
Достоинства сварных соединений:
1. высокая технологичность сварки, обусловливающая низкую стоимость сварного соединения;
2. снижение массы сварных деталей по сравнению с литыми и клёпаными на 25…30%;
3. возможность получения сварного шва, равнопрочного основному металлу (при правильном конструировании и изготовлении);
4. возможность получения деталей сложной формы из простых заготовок;
5. возможность получения герметичных соединений;
6. высокая ремонтопригодность сварных изделий.
Недостатки сварных соединений:
1. коробление (самопроизвольная деформация) изделий в процессе сварки и при старении;
2. возможность создания в процессе сварки сильных концентраторов напряжений;
3. сложность контроля качества сварных соединений без их разрушения;
4. сложность обеспечения высокой надежности при действии ударных и циклических, в том числе и вибрационных, нагрузок.
По способу образования сварного шва сварные соединения можно разделить на образованные с расплавлением соединяемых кромок (сварка плавлением) и без расплавления кромок соединяемых деталей. Из наиболее распространённых способов к сварке плавлением относятся соединения, выполненные электродуговой сваркой с различными её модификациями (ручная дуговая плавящимся и неплавящимся электродом, сварка под слоем флюса, сварка в среде защитных газов и пр.), газовой сваркой (при нагреве свариваемых кромок теплом газового пламени), электрошлаковой сваркой, сваркой лазерным лучом, электронным пучком и некоторые другие виды сварных соединений.
В группу соединений без расплавления кромок входят соединения, выполненные кузнечной сваркой, всеми видами контактной сварки (стыковой, точечной, шовной), сваркой посредством пластического холодного деформирования, сваркой взрывом, диффузионной сваркой в вакууме, сваркой трением и другие виды соединений.
В настоящее время основная масса сварных соединений, выполненных электродуговой сваркой стандартизованы. По взаимному расположению частей сварного соединения последние можно разделить на 5 основных типов: стыковое , угловое , тавровое , нахлёсточное и торцовое .
Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным швом . Формирование сварочного шва сопровождается частичным оплавлением поверхностей деталей, участвующих в образовании сварного соединения. Поверхности свариваемых деталей, подвергающиеся частичному оплавлению при формировании сварчного шва и участвующие в образовании соединения, называются свариваемыми кромками .
По аналогии с заклёпочными швами сварные швы по функциональному назначению делят на прочные , от которых не требуется обеспечение герметичности, плотные , главное требование к которым герметичность, и прочноплотные , у которых требование прочности сочетается с требованием герметичности разделяемых пространств.
По форме поперечного сечения сварные швы делятся на стыковые (рис. 35, I) и угловые (рис. 35, II). Кроме того, поперечное сечение шва зависит от формы подготовки кромок под сварку. Так, например, в стыковых соединениях применяются швы сотбортовкой кромок, без скоса кромок (рис. 35, Iа), с V -образной разделкой кромок (рис. 35, Iб) с K -образной разделкой кромок (рис. 35, Iв) X -образной разделкой кромок (рис. 35, Iг). Швы с разделкой кромок применяются и в других видах соединений. Форма разделки кромок зависит от толщины свариваемого металла, от вида сварки (ручная или автоматическая), от способа защиты расплавленного металла от окисления (сварка под слоем флюса, сварка в среде защитных газов и т.п.) и некоторых других факторов. Для наиболее распространённых видов сварки (ручная плавящимся электродом, полуавтоматическая и автоматическая под слоем флюса и др.) разделка кромок стандартизована.
По форме наружной поверхности швы могут быть плоские (рис. 35, IIа), вогнутые (рис. 35, IIб), выпуклые (рис. 25, IIв). Иногда выпуклые швы необоснованно называют усиленными, а вогнутые – ослабленными. Однако усиление сварочного шва способствует концентрации напряжений в околошовной зоне металла, что отрицательно сказывается на работоспособности соединения при переменных нагрузках, а вогнутость уменьшает рабочее сечение шва, увеличивая тем самым напряжения в нём.
По расположению швов относительно действующей нагрузки сварные швы разделяют на: лобовые (рис. 36, а), продольная ось которых перпендикулярна действующим усилиям, фланговые (рис. 36, б) или боковые, продольная ось которых по направлению совпадает с направлением действующих усилий, и косые (рис. 36, в), продольная ось которых направлена под некоторым углом к направлению действующей нагрузки. Швы, участки которых имеют различное направление по отношению к действующим усилиям, называют комбинированными (рис. 36, г).
Для сварных конструкций наиболее существенным является различие швов по условиям работы. По этому признаку все швы можно разделить на рабочие , предназначенные для восприятия основных нагрузок, и соединительные или связующие, назначением которых является только скрепление отдельных элементов конструкции в единое целое.
Известны и некоторые другие признаки деления сварочных швов, не представленные в данной лекции.
Критерием работоспособности большинства сварных соединений можно считать прочность шва и околошовной зоны при действующих в соединении нагрузках, которые могут иметь самый различный характер.
6.3. Паяные соединения
Паяные соединения - это соединения, образованные за счет химического или физического (адгезия, растворение, образование эвтектик) взаимодействия расплавляемого материала - припоя с соединяемыми кромками деталей.
Применение расплавляемого припоя обусловливает нагревание соединяемых деталей. Тем не менее, существенным отличием пайки является отсутствие оплавления соединяемых поверхностей.
Паяные соединения широко применяются в транспортном машиностроении (паяные радиаторы охлаждающих систем), в приборостроении и электронике (монтаж печатных плат и навесных элементов), а также в некоторых других отраслях производства. Некоторые типы паяных соединений представлены на рис. 37.
Достоинства паяных соединений:
1. возможность соединения разнородных материалов;
2. возможность соединения тонкостенных деталей;
3. возможность получения соединения в труднодоступных местах;
4. коррозионная стойкость;
5. малая концентрация напряжений вследствие пластичности припоя;
6. герметичность паяного шва.
Недостатки паяных соединений:
1. пониженная прочность шва в сравнении с основным металлом;
2. требования высокой точности обработки поверхностей, сборки и фиксации деталей под пайку.
В качестве припоев для пайки соединений чаще всего применяются различные металлы и некоторые сплавы, температура плавления которых существенно ниже, температуры плавления материала соединяемых деталей.
6.4. Клеевые соединения
Клеевые соединения образуются посредством адгезионных сил, возникающих при затвердевании или полимеризации клеевого слоя, наносимого на соединяемые поверхности.
Отличие клеевого соединения от паяного заключается в том, что клеи не являются металлами, в то время как припои – это либо металлы, либо их сплавы. В зависимости от состава и свойств клеев их полемирезация может происходить как при комнатной температуре, так и при нагревании.
Все клеи можно разделить на конструкционные - такие которые способны выдерживать после затвердевания нагрузку на отрыв и сдвиг, и неконструкционные - соединения с применением которых не способны длительное время выдерживать нагрузки.
К конструкционным можно отнести клеи БФ, эпоксидные, циакрин и др. К неконструкционным - клей 88Н, иногда резиновый и др.
Большинство клеев требует выдержки клеевого соединения под нагрузкой до образования схватывания и последующей досушки в свободном состоянии. Некоторые клеи требуют нагрева для выпаривания растворителя и последующей полимеризации. Клеевые соединения часто применяют в качестве контровочных для резьбовых соединений. Как правило, клеевые соединения лучше работают на сдвиг, чем на отрыв.
Расчет паянных и клеевых соединений ведется на сдвиг или на отрыв - в зависимости от их конструкции.
В заключение следует отметить, что перечень неподвижных соединений, используемых в промышленности, далеко не ограничивается представленными в настоящей лекции. Кроме того, техническая мысль не стоит на месте, а, следовательно, постоянно появляются новые методы соединения деталей, а значит, и новые виды соединений.
Кроме неподвижных соединений, которые не подлежат разборке, существует большой класс разъёмных соединений. Последние и будут рассмотрены в последующих лекциях.
Сварка – это процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями путем местного или общего нагрева либо методом пластической деформации.
Сварные соединения в настоящее время представляют собой основной тип неразъемных соединений. Они образуются путем местного нагрева деталей в зоне их соединения. В современном машиностроении применяют различные способы сварки, из которых наибольшее распространение получила электрическая сварка. Технологические процессы различных способов сварки и области их применения рассматриваются в курсе «Технология металлов и конструкционные материалы».
Основные виды электросварки-дуговая и контактная. Различают три разновидности дуговой сварки:
1. Автоматическая сварка под слоем флюса. Этот метод сварки высокопроизводителен и экономичен, дает хорошее качество шва. Применяется в крупносерийном и массовом производстве для конструкций с длинными швами.
2. Полуавтоматическая сварка под слоем флюса. Применяется для конструкций с короткими прерывистыми швами.
3. Ручная сварка. Применяется в тех случаях, когда другие способы дуговой сварки нерациональны. Этот метод сварки малопроизводителен. Качество шва зависит от квалификации сварщика.
Для дуговой сварки применяют электроды с различной обмазкой, которые маркируют по ГОСТ 9467-60. Для сварки конструкционных сталей рекомендуются электроды: Э34, Э42, Э42А, Э46, Э46А, 350, Э50А, Э55 и др. Число после буквы Э обозначает минимальный гарантируемый предел прочности металла шва в кГ/мм2. Буква А обозначает гарантируемое получение повышенных пластических свойств металла шва.
Контактная сварка применяется в серийном и массовом производстве при соединении внахлестку тонкого листового металла (точечная, роликовая сварки) или при соединении встык круглого и полосового металла (стыковая сварка).
ДОСТОИНСТВА И НЕДОСТАТКИ СВАРНЫХ СОЕДИНЕНИЙ ПО СРАВНЕНИЮ С ЗАКЛЕПОЧНЫМИ
Достоинства:
1. Невысокая стоимость соединения благодаря малой трудоемкости процесса сварки простоты конструкции сварного шва.
2. Сравнительно небольшая масса конструкции (на 20/25 % меньше массы клепаной), так как:
а) поскольку отсутствуют отверстия под заклепки, требуется меньшая площадь сечений свариваемых деталей;
б) соединение деталей может выполняться встык без накладок (рис.2.1.б)
в) отсутствуют выступающие массивные головки заклепок (ср. рис. 2.1, а и 2.1, б).
3. Герметичность и плотность соединения.
4. Возможность автоматизации процесса сварки,
5. Возможность сварки толстых профилей.
Недостатки:
1. Прочность сварного соединения зависит от квалификации сварщика. Применение автоматической сварки устраняет этот недостаток.
2. Коробление деталей из-за неравномерности нагрева в процессе сварки.
3. Недостаточная надежность при значительных вибрационных и ударных нагрузках. По мере совершенствования процесса сварки этот недостаток проявляется в меньшей степени.
Рис. 2.1. Конструктивное оформление клепаного и сварного соединений.
ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
В современном машиностроении, в строительных конструкциях и в других отраслях промышленности сварные соединения вытеснили заклепочные, за исключением особых случаев, оговоренных выше. В настоящее время сварку широко применяют как способ получения заготовок деталей из проката в мелкосерийном и единичном производстве, а также в ремонтном деле. Сварными выполняют станины, рамы, корпусы редукторов, шкивы, зубчатые колеса (рис. 2.2), коленчатые валы и другие детали.
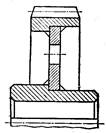
Рис. 2.2 Пример сварного зубчатого колеса
В массовом производстве применяют штампосварные детали, полученные дуговой автоматической или контактной сваркой.
Сварное соединение
участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов. Классификация С. с. и швов.
По взаимному расположению соединяемых элементов различают стыковые, тавровые, нахлёсточные и угловые С. с. Каждое из них имеет специфические признаки в зависимости от выбранного способа сварки - дуговой (рис. 1
), электрошлаковой (рис. 2
), контактной (рис. 3
) и др. Участок С. с., непосредственно связывающий свариваемые элементы, называются сварным швом. Швы всех типов различают: по технике наложения - выполненные «напроход», от середины к концам, обратноступенчатым способом; по положению в пространстве при сварке - вертикальные, горизонтальные, нижние, потолочные; по технике образования сечения - однослойные и многослойные и т. д. Основные виды С. с., конструктивные элементы кромок и швов, предельные отклонения и рациональные диапазоны толщин соединяемых элементов для швов всех типов регламентированы государственными стандартами и отраслевыми нормалями. Характеристика С. с.
Для С. с. свойственна совокупность зон, образующихся в материале соединённых сваркой элементов. Зоны отличаются от основных материалов и между собой по химическому составу, структуре, физическим и механическим свойствам, микро- и макронапряжённости. К С. с., выполненному сваркой плавлением, относят зоны (рис. 4
, а) материала шва (сварной шов), сплавления, термического влияния, прилегающего основного материала, сохраняющего свои свойства и структуру. С. с., выполненное сваркой давлением, зон материала шва и сплавления не имеет и состоит (рис. 4
, б) из зоны соединения, в которой образовались межатомные связи соединённых элементов, зоны механического влияния, зоны прилегающего основного материала. В сварном шве материал представляет собой сплав, образованный переплавленными основными материалами и дополнительными электродным и присадочным материалами или только переплавленными основными материалами. В зоне термического влияния основной материал не претерпевает расплавления, но на отдельных участках в результате воздействия нагрева и охлаждения по-разному изменяет свойства и структуру. В наиболее общем случае сварки плавлением низкоуглеродистой стали зона термического влияния С. с. состоит из участков, показанных на рис. 5
. Участок перегрева I
примыкает непосредственно к зоне сплавления. Материал на этом участке перегрева нагревается выше 1100 °С и приобретает крупнозернистую структуру, что обусловливает понижение его вязкости. На участке перекристаллизации (нормализации) II
материал нагревается в интервале температур от 900 до 1100 °С, что вызывает значительное измельчение зерна и повышение вязкости. На участке частичной перекристаллизации III
металл нагревается в интервале температур от 700 до 900 °С и характеризуется неравномерностью структуры или частичным измельчением зерна. На участке рекристаллизации IV
при нагреве материала от 500 °С до температуры, соответствующей критической точке A
1 ,
наблюдается снижение прочности, в некоторых случаях - уменьшение пластичности. На участке старения V
при нагреве от 100 до 500 °С материал не имеет видимых изменений структуры, но отличается от исходного основного материала пониженной вязкостью, наиболее резко выраженной в интервале 100-300 °С. Ширина зоны термического влияния при сварке стали зависит от способа сварки, технологического процесса, теплового режима сварки, теплофизических свойств основного металла. Свойства С. с.
Качество С. с. определяется их работоспособностью, сопротивляемостью хрупким и усталостным разрушениям. Работоспособность С. с. характеризуется комплексной совокупностью свойств чередующихся зон - прослоек, отличающихся от основного материала и между собой прочностными свойствами. Прослойки с более высокими прочностными свойствами условно называют твёрдыми, а смежные с ними прослойки с более низкими прочностными свойствами - мягкими. В зависимости от свойств основного материала, сварочных материалов (См. Сварочные материалы), способа и режима сварки и термообработки, а также температурно-скоростных условий нагружения мягкими прослойками могут быть сварной шов, зона сплавления, разупрочнённый участок зоны термического влияния, промежуточные вставки других (разнородных с основным) материалов. Мягкие прослойки - локализаторы деформаций: при весьма малой относительной толщине они не снижают несущей способности С. с., при сравнительно большой толщине их свойства ограничивают несущую способность С. с. При расчёте, проектировании и изготовлении сварных конструкций учитывают степень влияния напряжённо-деформационного состояния на работоспособность С. с., точность их размеров и формы, а также на стабильность этих качеств при эксплуатации. При этом различают зону пластических деформаций, зону упругих деформаций, собственные остаточные напряжения (растягивающие и сжимающие). Эпюры, на которых показаны временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали, представлены на рис. 6
. Сопротивляемость С. с. хрупким и усталостным разрушениям зависит от свойств материала и наличия в них концентраторов напряжений и деформаций. Концентраторы бывают конструктивного происхождения (участок резкого изменения сечения С. с., например переход от шва к основному металлу в тавровом и нахлёсточном соединениях), технологического происхождения (неплавные переходы с входящими углами в месте усиления шва, непровары, несплавления и подрезы), физико-химического происхождения (поры, шлаковые включения, трещины в швах и зоне термического влияния). Образованию С. с. сопутствует термопластический процесс деформирования основного материала, который наиболее ярко выражен для стальных сварных соединений. Этот процесс обусловливает появление хрупкости на некоторых участках зоны термического влияния. Наиболее хрупким становится металл вследствие старения, протекающего в процессе деформирования металла при температурах 150-300 °С. На этих участках С. с. имеют ограниченную сопротивляемость хрупким разрушениям. Образование С. с. сопровождается уменьшением размеров соединяемых элементов в продольном и поперечном направлениях, т. е. продольной и поперечной усадкой, что учитывается при проектировании и изготовлении изделий. Принципы расчёта С. с.
В СССР применяют два метода расчёта С. с. на прочность при статическом нагружении: по предельному состоянию (в строительных конструкциях) и по допускаемым напряжениям (в машиностроении). Для С. с. из сталей различной прочности расчётные сопротивления на растяжение R
p cв ,
сжатие R
c cв, срез в стыковых швах R
cp cв, срез в угловых швах R
y св, а
также допускаемые напряжения на растяжение и сжатие [σ св ] и срез [τ св ] установлены отраслевыми правилами и нормами проектирования конструкций. Расчёт на усталость С. с. машиностроительных металлоконструкций выполняется согласно общепринятым методам расчёта на усталость деталей машин. Влияние низких температур на работоспособность соединения может быть учтено при проектировании и изготовлении С. с. выбором основных и сварочных материалов, конструктивных и технологических решений, методов контроля качества материалов и т. п. В расчётах С. с. на прочность при статической нагрузке влияние концентраторов напряжений и температуры для обычных углеродистых и низколегированных сталей не учитывают. В расчётах С. с. на усталостную прочность влияние концентраторов и остаточных напряжений учитывают при установлении допускаемых напряжений. С. с. пролётных строений мостов и стальных конструкций промышленных сооружений рассчитывают на выносливость по предельному состоянию. Лит.
: Николаев Г. А., Сварные конструкции, 3 изд., М., 1962; Окерблом Н. О., Конструктивно-технологическое проектирование сварных конструкций, М. - Л., 1964; Николаев Г. А., Куркин С. А., Винокуров В. А., Расчет, проектирование и изготовление сварных конструкций, М., 1971; Труфяков В. И., Усталость сварных соединений, К., 1973. А. А. Казимиров.

Сваркой называется процесс получения неразъемных соединений посредством местного нагрева и расплавления кромок, соединяемых поверхностей металлических деталей. Сваркой можно соединять также термопластичные пластмассы (такая сварка осуществляется горячим воздухом или разогретым инструментом).
Сварка имеет ряд преимуществ перед клепаными соединениями:
1. Экономия металла. В сварных конструкциях стыки выполняются без вспомогательных элементов, утяжеляющих конструкцию, в клепаных - посредством накладок (см. рис. 92, II и 93). В сварных конструкциях масса наплавленного металла, как правило, составляет 1...1,5% и редко превышает 2% массы изделия, в то время как в клепаных масса заклепок достигает 3,5...4%;
2. Снижение трудоемкости изготовления. Для заклепочного соединения требуется сверлить отверстия, которые ослабляют соединяемые детали, точно размечать центры отверстий, зенковать под потайные заклепки, применять много разнообразных приспособлений и т. п. В сварных конструкциях не требуется выполнять перечисленные предварительные операции и использовать сложное вспомогательное оборудование;
3. Уменьшение стоимости изделий. Стоимость сварных изделий ниже клепаных за счет уменьшения массы соединений и трудоемкости их изготовления;
4. Увеличение качества и прочности соединения. Сварные швы создают по сравнению с клепаными абсолютно плотные и герметичные соединения, что имеет исключительно большое значение при изготовлении резервуаров, котлов, вагонов, цистерн, трубопроводов и т. д.
К технологии сварочных работ относятся различные процессы, иногда даже противоположные по своему характеру. Например: резка металлов и других материалов, наплавка, напыление и металлизация, упрочнение поверхности. Однако основная и главная задача - получение неразъемных соединений между одинаковыми или различными металлами и неметаллическими материалами в самых разнообразных изделиях.
Форма и размеры таких соединений меняются в широких пределах от сварной точки в несколько микрометров (рис. 95), соединяющей полупроводник с проводником в какой-либо микросхеме радиоэлектроники, до нескольких километров сварных швов 1, которые выполняются при строительстве морских судов. Материалы для изготовления сварных конструкций весьма разнообразны: алюминий и его сплавы, стали всех типов и назначений, титан и его сплавы и даже такой тугоплавкий металл, как вольфрам (температура плавления ~3400° С).
Рис. 95
Также различны по своим свойствам неметаллические материалы, подвергающиеся сварке: полиэтилен, полистирол, капрон, графит, керамика из окиси алюминия и др.
Пайка, хотя и отличается по своей природе от сварки, также относится к области сварочной технологии и находит очень широкое применение в приборостроении и машиностроении, кроме того ее начинают применять даже в строительных конструкциях.
С каждым годом применение сварки в народном хозяйстве расширяется, а клепки - сокращается. Однако сварные соединения имеют существенные недостатки - термические деформации, возникающие в процессе сварки (особенно тонкостенных конструкций); невозможность сваривания деталей из тугоплавких материалов.
Классификация основных видов сварки показана на рис. 96. Все способы делятся на две группы: сварка плавления и сварка давлением.
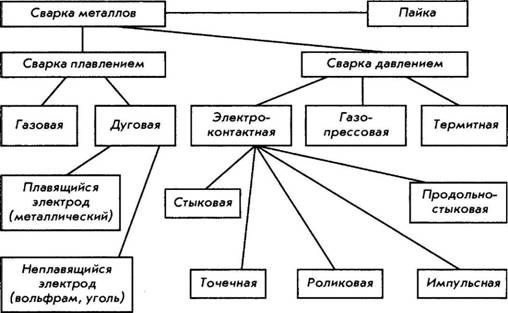
Рис. 96
Сварка плавлением
Сварка плавлением - это процесс соединения двух деталей, или заготовок в результате кристаллизации общей сварочной ванны, полученной расплавлением соединяемых кромок. Источник энергии при сварке плавлением должен быть большой мощности, высокой сосредоточенности, то есть концентрировать выделяющуюся энергию на малой площади сварочной ванны и успевать расплавлять все новые и новые участки металла, обеспечивая этим определенную скорость процесса.
Процесс сварки (2 - сварочный шов) плавлением осуществляется источником энергии 1, движущимся по свариваемым кромкам 3 с заданной скоростью (рис. 97). Размеры и форма сварочной ванны зависят от мощности источника и от скорости его перемещения, а также от теплофизических свойств металла.
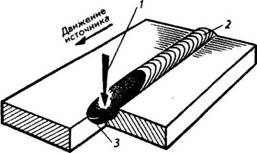
Рис. 97
В сварном соединении принято различать три области (рис. 98): основной металл - соединяемые части будущего изделия, предназначенного для эксплуатации; зона термического влияния (околошовная зона) - участки металла, в которых он находится некоторое время при высокой температуре, доходящей на линии сплавления до температуры плавления металла; сварной шов - металл шва, представляющий литую структуру с характерными особенностями.
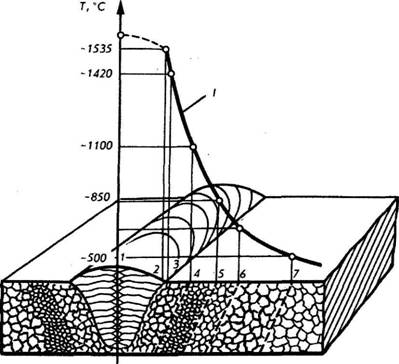
Рис. 98
Каждый вид сварочного процесса имеет свои особенности и находит применение в той или иной сфере производства, где он дает необходимое качество изделия и экономически целесообразен. Наиболее широкое применение для сварки металлов плавлением нашли газовая и дуговая виды сварки.
При газовой (или автогенной) сварке в качестве источника энергии используют пламя ацетиленокислородной горелки (рис. 99), имеющей высокую температуру (около 3000°С) и значительную мощность, зависящую от количества ацетилена (8 - редуктор для регулирования величины подачи газа), сгорающего в секунду. Кислород 1 из кислородного баллона 10 и ацетилен 2 из ацетиленового баллона 9 подаются по шлангам 7 в газовую горелку, где образуется горючая смесь 3. На выходе из сопла горелки возникает пламя. Когда нагреваемое место свариваемых деталей доводится до расплавленного состояния, к пламени подводят присадочный материал 4, который, расплавляясь вместе с кромками детали 5, образует сварочный шов 6.
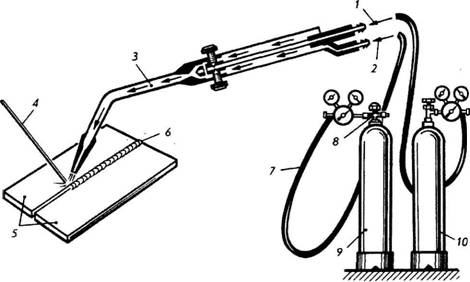
Рис. 99
Дуговая сварка . При дуговой сварке (рис. 100) в качестве источника энергии 2 используется электрический дуговой разряд 3, возникающий при присоединении свариваемых деталей 1 к одному, а электрода 4 - к другому полюсу источника тока. Движение электрода с дуговым разрядом и подведенным в его зону присадочным материалом (в виде прутка) 5 относительно кромок изделия заставляет перемещаться сварочную ванну, образующую сварной шов 6.
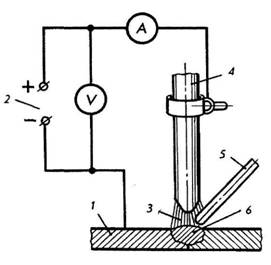
Рис. 100
Электрошлаковая сварка применяется для автоматической сварки вертикальных швов из металла большой толщины.
Электрошлаковая сварка . При электрошлаковой сварке (рис. 101) свариваемые детали устанавливают вертикально и собирают под сварку с зазором между кромками. Электродные проволоки 5 (их может быть несколько и притом разного состава) подаются силовыми роликами 4 через изогнутые токопроводящие мундштуки 6 в зазор между свариваемыми деталями 1. В процессе сварки автомат движется вверх по направляющим, а мундштуки совершают колебательные движения, подавая проволоки в жидкую шлаковую ванну 2, в которой они расплавляются при температуре Т равной 1539°С вместе с металлом сплавляющихся кромок и образуют сварной шов 8. Жидкая шлаковая и металлическая ванны удерживаются поднимающимися вместе с автоматом медными ползунами 7, охлаждаемыми изнутри водой. Шлак 3, отделяясь от металла, всплывает.
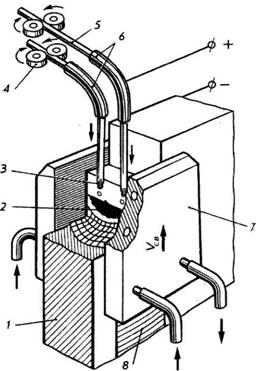
Рис. 101
Плазменная сварка. При плазменной сварке используют дуговой разряд в плазмотроне, который дает плазменную струю 1 с очень высокой температурой (рис. 102).

Рис. 102
Плазмотрон представляет собой прибор 2, в котором дуговой разряд 3 возбуждается в канале 4, и давлением газа (аргона, азота, воздуха) столб дуги растягивается и вырывается из сопла, охлаждаемого проточной водой 5, за пределы плазмотрона. Может быть два типа плазмотронов: с собственным анодом, на который замыкается разряд за счет дрейфа электронов, или дугой косвенного действия - дуговой разряд возникает между двумя электродами, но не замыкается на изделие 6. В сварочной технике чаще используют плазмотрон второго типа. Плазменная сварка и обработка материалов нашла широкое применение в промышленности.
При сварке алюминиевых сплавов качество сварных соединений зависит от надежности защиты зоны сварки инертным газом и от подготовки кромок изделия.
Аргонодуговая сварка . Так для аргонодуговой сварки (3 сопло) алюминия применяют плавящийся электрод-проволоку 7, совпадающую по составу с основным металлом свариваемых изделий 2 или непла- вящийся вольфрамовый электрод (рис. 103). Для ответственных конструкций чаще применяют последний метод, при этом присадочный металл подают сбоку непосредственно в дуговой разряд 4, 5, 6 или в сварочную ванну 1 рядом с дуговым разрядом.
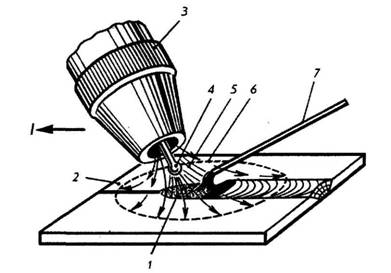
Рис. 103
Аргонодуговую сварку применяют также для соединения деталей и з титана и его сплавов. Титан - металл, напоминающий по внешнему виду сталь, обладает также весьма высокой химической активностью, несколько уступая в этом отношении алюминия. Титан имеет температуру плавления - 1668° С.
При обычной температуре титан очень устойчив к воздействию окружающей среды, так как закрыт окисной пленкой. В таком пассивном состоянии он даже устойчивее, чем коррозионно-стойкая сталь. При высоких температурах окисный слой перестает защищать титан. При температуре выше 500° С он начинает активно реагировать с окружающей средой. Поэтому титан и его сплавы можно сваривать (рис. 104) только в защитной атмосфере аргона, с которым он реагировать не может.
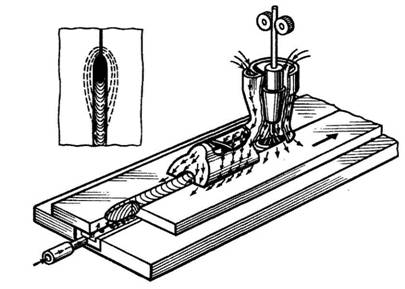
Рис. 104
Сварка давлением
Сварка давлением - это процесс соединения поверхностных слоев деталей. При соединении происходит активная диффузия частиц, ведущая к полному исчезновению границы раздела и к прорастанию через нее кристаллов.
В современном машиностроении и приборостроении сварку давлением осуществляют несколькими путями в зависимости от типа изделий и требований, которые к ним предъявляются.
Контактная сварка широко применяется в машиностроении для изготовления изделий и конструкций, главным образом из сталей. Она относится к сварке с применением нагрева и давления. Нагрев осуществляется электрическим током, который проходит через место контакта двух свариваемых деталей. Давление, необходимое для сварки, создается или электродами, подводящими электрический ток, или специальными приспособлениями.
Различают три разновидности контактной сварки: точечную - отдельными точками (рис. 105), применяемую для тонколистовых конструкций из стали (например, кузова автомашин). Свариваемые заготовки 1 зажимаются между электродами 2, через которые проходит электрический ток большой силы от вторичной обмотки понижающего трансформатора 3, Место контакта свариваемых частей разогревается до высокой температуры, и под давлением усилия F происходит сварка; стыковую - оплавлением или давлением (рис. 106), применяемую для изготовления металлорежущего инструмента и др. В этом случае свариваемые детали 1 с силой стыкуются и удерживаются зажимами 2, к которым подводится электрический ток; роликовую (рис. 107, где 1 - свариваемые детали; 2 - ролики; 3 - электроды; 4 - источник энергии) - обеспечивающую непрерывный (герметичный) или прерывистый шов.

Рис. 105
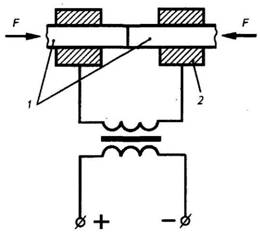
Рис. 106
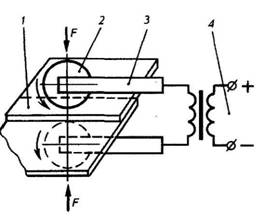
Рис. 107
В строительных конструкциях и в машиностроении сварка - основной способ получения неразъемных соединений деталей из сталей всех марок, чугуна, меди, латуни, бронзы, алюминиевых сплавов и пр.
Автоматизация процесса сварки
Широкое распространение сварки в промышленности стимулировало создание оборудования для механизации и автоматизации сварочных процессов. В то же время автоматизация сварки потребовала коренного изменения технологического процесса. В одних случаях сварочный аппарат неподвижен, а изделие перемещается относительно него с заданной скоростью, а в других - устанавливается на самодвижущуюся тележку 6 - «трактор», идущий по направляющим 2, прикрепленным на неподвижном изделии 1, или рядом с ним (рис. 108).

Рис.108
l - длина участка. Из рис. 57, II видно, что, чем дальше точка деформируемого сечения отстоит от оси стержня, тем больше ее перемещение по дуге окружности при кручении. Следовательно, по закону Гука и напряжения в различных точках будут различны. Наибольшие напряжения кручения r m ах возникают в наиболее удаленных точках, расположенных на поверхности стержня. Напряжение в любой точке равно r = р/(R r m ах), где: r - напряжение кручения;

Рис. 57
р - расстояние точки до оси стержня; R - радиус стержня.
На производстве нашла широкое применение полуавтоматическая дуговая сварка, сущность которой заключается в следующем: механизм подачи электродной проволоки 3,4 и пульт управления 5 устанавливают отдельно от головки или инструмента, сварочная проволока подается по гибкому шлангу, через который также подводится электрическое питание к сварочному инструменту 7.
Функции сварщика в этом случае значительно упрощаются, так как ему нужно двигать только сварочную головку (инструмент) в нужном направлении и на определенной высоте от изделия.
Электронно-лучевая сварка
Этот вид сварки представляет собой результат взаимодействия пучка электронов, ускоренных электрическим полем, с поверхностью металла которой эти электроны отдают накопленную в электрическом поле энергию (энергия торможения), расплавляя и даже частично испаряя ее.
Прототипом оборудования для получения пучка электронов служит рентгеновский аппарат для просвечивания биологических объектов в медицинских целях или исследований. Схема установки для сварки электронным лучом показана на рис. 109. В камере 2 с глубоким вакуумом (давление 1 10 -4 Па и менее) между катодом 3, эмитирующим (обеспечивающим электрическую связь) электроны, и анодом 4, имеющим в середине отверстие, создается поток электронов, или электронный луч 1. Для увеличения плотности энергии электронный луч фокусируют магнитными линзами и направляют на изделие 7, соединенное с землей. Управление 8 электронным лучом осуществляется магнитным устройством, отклоняющим луч в нужном направлении.
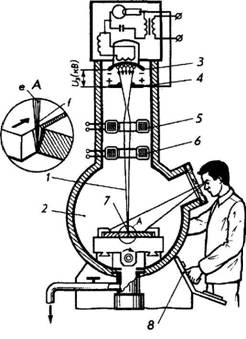
Рис. 109
Физическая сущность этого процесса сварки заключается в том, что электроны при прохождении электрического поля большой напряженности ускоряются и приобретают большой запас энергии, которую они и передают в виде теплоты свариваемым изделиям.
Недостаток этого метода - необходимость надежной защиты обслуживающего персонала от рентгеновского излучения, вредно влияющего на живые организмы.
Лазерная сварка
Лазер, или оптический квантовый генератор (ОКГ), создает мощный импульс монохроматического излучения за счет оптического возбуждения атомов примеси в кристалле рубина или в газах.
Этот совершенно новый источник энергии высокой концентрации сразу нашел применение в технике связи в промышленности для обработки металлов.
Сущность процесса получения мощного потока световых квантов заключается в том, что атомы любого вещества могут находиться в стабильных и возбужденных состояниях и при переходе из возбужденного состояния в стабильное они выделяют энергию возбуждения в виде квантов лучистой энергии.
Возбуждение атомов может происходить различными путями, но наиболее часто это осуществляется в результате поглощения лучистой энергии.
Схема оптического квантового генератора, или лазера, представлена на рис. 110, где 1 - манипулятор для настройки расположения детали относительно луча; 2 - газоразрядная импульсная лампа; 3 - оптический квантовый генератор; 4 - осветитель места сварки; 5 - рубин (источник, испускающий фотоны); 6 - пульт управления; 7 - бинокулярный микроскоп; 8,10 - свариваемые детали; 9 - световой луч. Атомы какого-либо элемента возбуждаются непрерывным источником энергии (лампы накачки) и электроны этих атомов переходят в новое качество - энергию. Поток квантов энергии (фотонов), направленный на поверхность твердого тела, трансформирует свою энергию в тепловую, и температура твердого тела резко возрастает, так как поток фотонов обладает очень высокой концентрацией энергии.

Рис. 110
Сварка лазером не требует вакуума и идет всегда в импульсном режиме. Режим сварки регулируется частотой импульсов и некоторым расфокусированием луча до уровня плотности энергии, необходимой для сварки изделия.
Примечание. В промышленности используются и другие виды сварки, как, например, сварка металлов взрывом, химическо-термическая сварка, при которой используется энергия химической реакции и другие.
Виды конструктивных соединений деталей сваркой
Различают следующие виды конструктивных соединений деталей сваркой (рис. 111): стыковое (СЗ); внахлестку (H1); тавровое (Т1); угловое (У4).
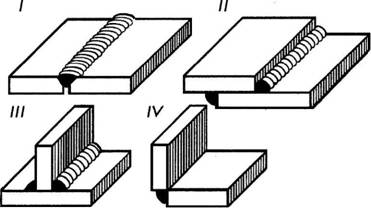
Рис. 111
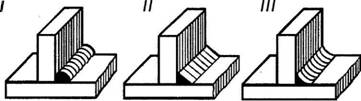
Рис. 112
По форме получаемого при этом поперечного сечения шва (рис. 112) принято различать: усиленные (выпуклые); нормальные; ослабленные (вогнутые).
Кромки соединяемых деталей в зависимости от технологии сварки (ручная или автоматическая) и расположения шва (свободный доступ к нему с одной или двух сторон) могут быть ровными или специально подготовленными (срезанными) для дальнейшего соединения сваркой.
В зависимости от толщины свариваемых деталей (рис. 113) производят различную подготовку кромок: при толщине металла до 8 мм сварку производят без разделок кромок; при толщине до 26 мм производят F-образную разделку кромок; при толщине более 20 мм сваривают с криволинейным скосом кромок; при толщине металла более 12 мм рекомендуется двусторонняя Х-образная разделка кромок.

Рис. 113
Широкое распространение получили швы с нормальным очертанием. Длина катета углового шва нормального очертания называется его толщиной и обозначается буквой К (рис. 114). Длина перпендикуляра, опущенного из вершины прямого угла на гипотенузу (сечение А-А), носит название расчетной толщины шва. В швах с формой равнобедренного треугольника расчетная толщина k 0 = k sin 45° = 0,7k.
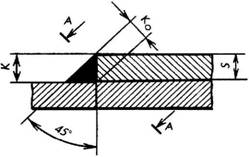
Рис. 114
В большинстве случаев катет шва k равен толщине детали s, но может быть и меньше.
Наименьшая толщина рабочих швов в машиностроительных конструкциях равна 3 мм. Исключение составляют конструкции, у которых толщина самого металла меньше 3 мм.
Верхний предел толщины соединяемой сваркой конструкции не ограничен, но применение швов, у которых к > 20 мм, встречается редко.

